第三章編程的基本方法說明
3.1 單位符號解釋
1. 長度單位(mm) = (毫米)
2. 時間單位(s) = (秒)
3. 速度單位(mm/s) = (毫米每秒)
4. 加速度單位( mm /(s x s)) = (每秒鐘加速多少毫米每秒的速度)
3.2 點膠程序結束的約定
為提高點膠程序的可讀性,編程點之間可保留一行“未編程空白編程點”,如有連續(xù)兩行以上“未編程空白編程點”則認為程序結束或子程序返回;與“程序結束或返回”編程點的作用一樣。
3.3 點膠程序運行方式
點膠程序的運行按點膠編程點的順序從地址0001開始向下執(zhí)行每個編程點的動作或參數(shù)設置,直到點膠編程點結束或按下‘停止’、‘急停’按鍵。其中的動作編程點除了單點點膠、直線點膠、圓弧點膠、圓形點膠以及涂膠等還包括調用、陣列、跳轉、延時以及暫停等。
由于點膠參數(shù)的設置使用編程點的方式,可以實現(xiàn)在同一個點膠加工中不同的點膠區(qū)域有不同的點膠參數(shù),如以下的編程點:
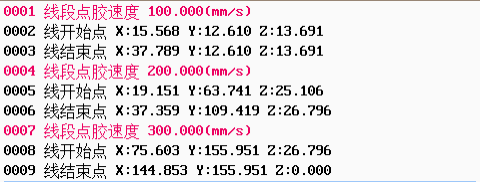
則0002-0003組成的線段以100毫米每秒的速度點膠,0005-0006組成的線段以200毫米每秒的速度點膠,0008-0009組成的線段以300毫米每秒的速度點膠。

 蘇公網安備32050502012227號
蘇公網安備32050502012227號